
Qumni maydalash materialni qurilish va sanoatda keyingi foydalanish uchun tayyorlashning zarur bosqichidir. Bu tashqi yuzalarni pardozlash, gips, ohak va taxta uchun asosiy ingredientlardan biridir. Yo’l qoplamali toshlar, quruq ohak, shisha, bo’yoq va laklar va boshqalar ishlab chiqarishda qo’llaniladi. Shu bilan birga, qum qo’llaniladigan materiallar, konstruktsiyalar va sirtlarning sifati ushbu materialning nuqtai nazaridan qanchalik nozik va yaxshi ekanligiga bog’liq. boshqa ingredientlar bilan o’zaro ta’sir qilish uchun faollashtirish.
Nima uchun qum tuproqdir?
Silikon dioksidning yuqori konsentratsiyasi va ma’lum bir frezalash nozikligi bilan nozik dispersli qurilish materialini yaratish uchun qum dispersiyasi talab qilinadi. Bu asosan qumni ohaklarda va materiallarni ishlab chiqarishda qanchalik yaxshi ishlatish mumkinligi bu ikki parametrga bog’liq.
Mahsulotning kerakli parametrlarga to’g’rilanishi va ishga tushirilishi mustahkam, aşınmaya bardoshli konstruktsiyalar va kuchli qisqarish, aşınma va tashqi ta’sirlarga chidamli bo’lmagan sirtlarni yaratish uchun asos bo’ladi.
Shunday qilib, turli fraktsiyalarning qumi turli maqsadlar va materiallar uchun javob beradi:
- 2,5 mm – g’isht ishlari uchun ohak;
- 2-2,8 mm – qo’pol gips ishlari uchun;
- 1,25 mm – gips ishlarini tugatish uchun, pasta plomba.
Qurilish va pardozlash materiallarini ishlab chiqarish uchun nozik va juda nozik qum ishlatiladi. Bunday parametrlarga erishish uchun materialni kerakli xususiyatlar bilan ta’minlash uchun bir vaqtning o’zida frezalash va faollashtirish kerak.
Qumni maydalash – an’anaviy usullar, ularning afzalliklari va kamchiliklari
Qumni maydalash turli tegirmonlar yordamida amalga oshiriladi. Bozorda material ishlab chiqarishni u yoki bu tarzda optimallashtirishga imkon beruvchi qurilmalarning keng assortimenti taqdim etilgan:
- Bilyali tegirmonlar
Bular ichida to’plar yoki boshqa frezalash elementlari bo’lgan barabanlar bo’lib, ular ish kamerasi aylanganda qumni sindirish, maydalash va maydalash orqali maydalaydi. Texnologiya energiya iste’moli bilan ajralib turadi va eng yaxshi holatda qurilmaning samaradorlik koeffitsienti 20% ga etadi. Bundan tashqari, qurilmalar yuqori aşınma va yıpranmaya duchor bo’ladi va vaqti-vaqti bilan komponentlar va ishchi elementlarni almashtirishni talab qiladi. Biroq, bu holda, biz chiqish joyida 2 mikrongacha noziklik bilan yuqori sifatli mahsulotni olamiz.
- Vibratsiyali tegirmonlar
Bu mayda zarrachalarni olish imkonini beruvchi frezalash kamerasi va vibratorli uskunadir. Biroq, ushbu qurilmadagi materialni maydalash uchun avval uni tayyorlash kerak, bu esa qo’shimcha energiya, vaqt va quvvat sarfini talab qiladi.
- Sayyora tegirmonlari
Dizaynda ular shar birliklariga o’xshaydi, lekin ular bilan solishtirganda ancha tejamkor. Markaziy o’q bo’ylab aylanishdan tashqari, barabanlar o’z o’qi atrofida aylanadi, o’nlab G bosim hosil qiladi. Ular qumni 3 mikrongacha maydalash imkonini beradi.
- Jet tegirmonlari
Bu materiallar tuproqni o’z ichiga olgan havo oqimlarini bir-biriga yo’naltirish orqali qumni maydalash uchun asboblardir. Ishqalanish kuchlari va ta’siriga duchor bo’lganda, qum donalari parchalanadi va ular ma’lum bir o’lchamga yetganda kameradan chiqariladi. Texnologiya 1 mikrondan kamroq zarrachalarni olish imkonini beradi. Biroq, jihozni ishlatish uchun doimiy ravishda katta miqdordagi siqilgan havo va materialning bir xil oziqlanishi talab qilinadi, bu esa uskunani har doim ham iqtisodiy jihatdan oqilona qilmaydi. Samaradorlik koeffitsienti 58% ga etadi.
Ushbu turdagi qum tegirmonlari qoniqarli natijalarni ko’rsatsa-da va ishlab chiqarish joyida olingan mahsulot qurilishga yaroqli bo’lsa-da, ular har doim ham kerakli darajadagi faollik darajasiga erishishga imkon bermaydi va texnologik jarayonning bir qismi sifatida ular asossiz ravishda katta miqdorda iste’mol qiladilar. energiya. Aksariyat birliklar shovqinli va katta hajmli, doimiy texnik xizmat ko’rsatishni va tarkibiy qismlarni muntazam ravishda almashtirishni talab qiladi.
Qum parchalanuvchi AVS qumni maydalashni optimallashtirish usuli sifatida
Qumni parchalovchi (AVS), yoki elektromagnit vorteksli qum tegirmoni nozik dispersli materiallarni olish uchun ishlatiladigan innovatsion ko’p qirrali uskunani tashkil qiladi. GlobeCore AVS-100 va AVS-150 qum parchalash moslamalarini loyihalashtiradi va ishlab chiqaradi. Ushbu vorteksli tegirmon modellari an’anaviy qum frezalash usullari muammolarini hal qiladi.
AVS konstruktsiyasi induktor tomonidan yaratilgan aylanadigan elektromagnit maydonga ega bo’lgan operatsion kamerani o’z ichiga oladi. Bu erda operatsion vosita sifatida ferromagnit ignalar qo’shiladi. Elektromagnit maydonda aylanadigan ferromagnit zarralar kamera devorlari, bir-biri va material zamini bilan to’qnashadi. Bu qumni tez maydalash va faollashtirish uchun qulay muhit yaratadi.
Kamerada materialni qayta ishlash muddatini o’zgartirish imkoniyati tufayli frezalashning turli qo’polligiga muvaffaqiyatli erishiladi. Qum qancha uzoqroq maydalangan bo’lsa, u shunchalik nozik bo’ladi. Shuning uchun, qum parchalanuvchi AVS qurilish va ishlab chiqarishda muayyan vazifalar uchun turli fraktsiyalarning materiallarini ishlab chiqarishi mumkin. Mumkin bo’lgan eng yaxshi ishlov berish bilan faqat 1 mikron zarrachalar olinadi.
Qumni maydalash bir qator jarayonlar bilan amalga oshiriladi, jumladan:
- dispersiya;
- aralashtirish;
- elektromagnit ishlov berish;
- elektroliz (ho’l qumni frezalashda);
- akustik tebranishlar;
- yuqori mahalliy bosim va boshqalar.
Bir-biri bilan birgalikda bu jarayonlar nozik dispersli moddaning samarali silliqlashini va faollashishini ta’minlaydi. Chiqishda biz aralashmalarni tayyorlash va materiallarni ishlab chiqarish uchun mos bo’lgan yuqori sifatli qumni olamiz. Keyinchalik ular barqaror, ishonchli yuzalar, tuzilmalar, devor qoplamalari, pollar, shiftlar va jabhalarni yaratish uchun asos bo’lib xizmat qiladi. E’tibor bering, barcha jarayonlar bir vaqtning o’zida va bitta ish kamerasida sodir bo’ladi, bu elektromagnit vorteksli tegirmonning samaradorligini sezilarli darajada oshiradi.
Shu bilan birga, mexanik ta’sir va qum donalarining bo’linishi tufayli material faollashadi. Yangi hosil bo’lgan sirtda faol markazlar va erkin radikallar rivojlanadi. Bu Si-O aloqasining ajralishi bilan bog’liq. Qumdagi sirt va ichki energiyalar yig’indisi o’zgaradi; sirtda ortiqcha energiya rivojlanadi, bu qum boshqa ingredientlar bilan o’zaro ta’sirlashganda foydalidir. Materialning strukturaviy funksiyasi sezilarli darajada oshadi.
AVS-100 qum dezintegratorida qumni maydalash bo’yicha tajriba natijalari
GlobeCore AVS-100 qum parchalagichida kvarts qumini maydalash bo‘yicha tajribalar o‘tkazdi. Bunday holda, “quruq” frezalash printsipi qo’llanildi: qumning bir qismi qurilmaning ish kamerasiga joylashtirildi va uch daqiqa davomida ferromagnit zarrachalarning vorteks qatlamida ishlangan.
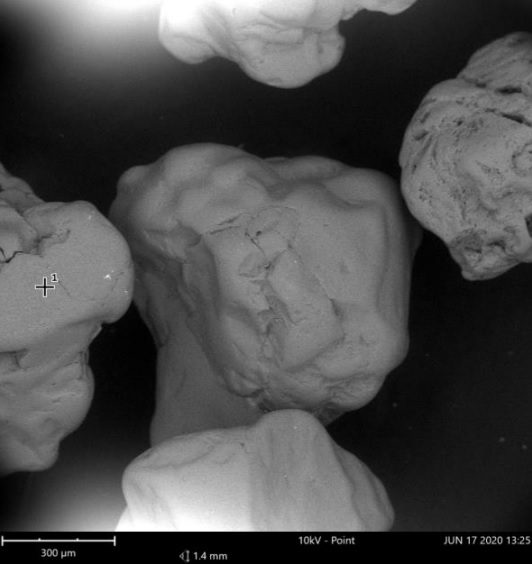
Chiqarilgandan so’ng, qayta ishlangan qum namunalari mikroskop ostida tekshirildi va girdob qatlamida qayta ishlanmagan dastlabki qum namunalari bilan solishtirildi. Mikroskop ko’rinishining fotosuratlari 1-rasmda ko’rsatilgan.
 |
 |
| Oldin | Keyin |
1-rasm – Vorteks qatlami qurilmasida dastlabki qum va qum zaminining solishtirilishi
Rasmdan ko’rinib turibdiki, silliqlashdan oldin qumda 300 mikrondan ortiq o’lchamdagi zarralar ustunlik qilgan va vorteks qatlami qurilmasida silliqlashdan keyin ko’pchilik zarrachalarning o’lchami 3-5 mikrondan oshmagan.
Qumni maydalash uchun parchalanuvchi AVS dan foydalanishning afzalliklari
- Yuqori qum frezalash nozikligi
Amaliy tadqiqotlar doirasida 3 daqiqada 3–5 mikron o’lchamdagi kvarts qumini maydalashga erishish mumkin edi.
- Qumning yaxshi faollashuv darajasi
Deyarli barcha qum donalari ohak tayyorlash va pardozlash materiallarini ishlab chiqarishda boshqa mahsulotlar va suv bilan keyingi o’zaro ta’sir qilish uchun bir necha marta faollashadi.
- Iqtisodiy samaradorlik
Qum parchalovchi AVS 2-3 daqiqalik ishda bir xil natijalarni ko’rsatadi, bu an’anaviy frezalash usullarida jihozni ishlatishda bir necha soatlik kuch sarflaydi. Shu bilan birga, klassik jihozlarga qaraganda bir necha barobar kamroq elektr energiyasini iste’mol qiladi. Va ba’zi hollarda energiya samaradorligi ko’rsatkichlari o’n barobar farq qiladi.
- Foydalanish imkoniyati
Frezelemedan oldin qum oldindan tayyorlash, quritish, maydalash va boshqa jarayonlarni talab qilmaydi.
Ushbu afzalliklardan kelib chiqqan holda, ishlab chiqarish va qurilish ob’ektlarida qumni maydalash uchun AVS qum parchalash moslamasidan foydalanish nozik dispersli materialni tayyorlash uchun energiya va vaqt sarfini kamaytirish orqali jarayonlarni optimallashtirish imkonini beradi. Bundan tashqari, siz an’anaviy qumni qayta ishlash usullarini qo’llash natijasida olinganidan ko’ra yuqori sifatli, faolroq mahsulotni olasiz.